О применении 3Д принтера не для развлечения, а по работе

Недавно один старый знакомый обратился с проблемой: иногда его пежо-607 перестает реагировать на педаль газа. Не так давно он заменил электронный дроссель (отдав 150 баксов за б/у), но хватило его ненадолго…
Мне вроде как удалось восстановить/отрегулировать «новый» дроссель, а вот в старом нас поджидает пичалька:

К сожалению, кариес не пощадил и ответную шестерню:

Исходя из последнего факта — я с очень высокой вероятностью никогда не поставлю данный дроссель на машину. Более того, зная как на муське заботятся о безопасности и кипишуют с малейших потенциальных проблем — я настоятельно не рекомендую применять описанную выше методику на практике. При этом вы, опять же, должны понимать, что совершенно любой б/у дроссельный узел (включая установленный на вашу машину с завода) может с равной вероятностью упасть в аварию в любой момент — в горах, на переезде, во время обгона и т.д. При этом никто не спешит менять его для профилактики.
Таким образом, данная статейка — не более чем один из вариантов полезного применения 3Д-принтера в быту (или в работе), и в данном случае такой вот ремонт (если вы на него таки решитесь) поможет сэкономить кучу денег. При этом, несомненно, Нужно подобрать материалы, а возможно и перерисовать модель, потому что я, как вы помните, не настоящий 3д-печатник ;) Кроме того, в моём распоряжении только эндер 3, и всего два вида пластика — PLA и ABS. PLA тут не подойдёт по температуре, ABS ИМХО не лучший выбор по износостойкости, но увы — «маемо шо маемо». Тем более что термокамеры для принтера у меня тоже нет, соответственно особо и нет вариантов у меня. Врочем, рекомендации по выбору пластика я с радостью почитаю в комментах.
Итак, для начала разберем дроссель. Для этого отверткой отжимаем защелки на крышке с разъемом. Их видно на фото. Далее предстоит снять сам моторчик — и это непростая задача, потому что его кожух достаточно толстый и заклёпан весьма основательно. Но это реально. Нужно отверткой поотгибать то что вдавлено внутрь, и потом парой отверток (или одной поочередно) стянуть кожух.

Также нужно выбить ось, на которой крутится наша шестерня с тремя выломанными зубами. Это тоже не всегда тривиальная задача, ибо выбивать нужно снаружи внутрь, и там приходится ставить выколотку под изрядным углом. Можно для начала немного выбить ось наружу, чтобы «расшатать», а потом уже выбивать внутрь.
Теоретически, моторчик можно не снимать. В этом случае, думаю, новую шестерню (её нижнюю, бОльшую часть) стоит сделать на полмиллиметра-миллиметр тоньше, дабы упростить сборку — выходит она довольно неприятно, подозреваю что если бы тут не были срезаны зубья — я б её не снял. И так-то пришлось слегка подпилить дремелем, чтобы вышла из-под большой шестерни, не так сильно цепляясь за выступ снизу.
Собственно, в процессе я не фоткал — потому что там и фоткать нечего, и неудобно это делать, потому что все руки заняты.
Когда всё разобрано — образмериваем шестеренку и рисуем модель. Например — в скетчапе
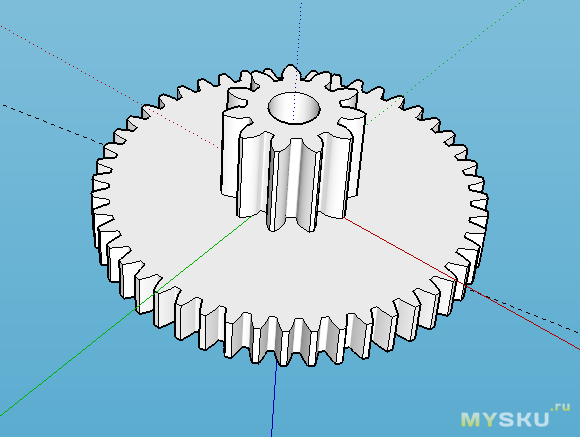
Кстати, можете в комментах присоветовать и толковый шестереночный плагин для него. Потому что то что у меня есть сейчас — мне не нравится.
Модель лежит тут
Дальше распечатка и сборка.


Я немножко доработал надфилем и скальпелем, и прошел отверстие разверткой.
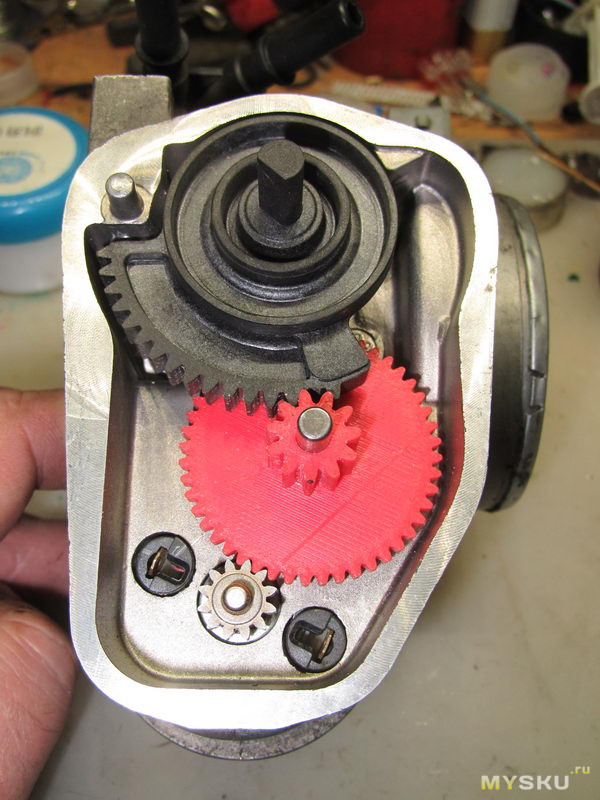
Потом, несомненно, смазал китайской же силиконовой смазкой. Проверил на описанном ранее генераторе — ну ездиет тунда-сюнда, открывается и закрывается. ;)
Повторюсь, в данном конкретном случае такой ремонт — это скорее кошачьи забавы, а не полезная работа. Из полезного тут разве что модель шестерни, опыт, ну и скорее всего комменты ;). Работать нормально данный дроссельный узел скорее всего не будет, ставить его на машину можно только в каком-то экстремальном крайнем случае — как минимум потому что одного зуба на ответной шестерне нет, хотя он вроде как и не имеет в этом месте особого значения. Плюс я не особо уверен что применение АБС тут это хорошо, и данная шестерня обеспечит достаточную надежность этого довольно важного узла. Была бы моя машина — я б пожалуй попробовал, терять-то особо нечего, тьфу-тьфу-тьфу, а клиенту — ну не стОит. Как вариант — запасная или проверочная запчасть. Например, у меня есть катушка зажигания, заклеенная эпоксидкой. Ездить на ней не стОит, а вот подкинуть для проверки — почему б и нет?
Таким образом, я надеюсь на конструктивное обсуждение в комментах материалов и технологий для печати таких шестерен, а также, возможно, кто-то поделится своим опытом решения аналогичных проблем, в частности — ходит ли оно, или баловство всё это.
Мне вроде как удалось восстановить/отрегулировать «новый» дроссель, а вот в старом нас поджидает пичалька:
К сожалению, кариес не пощадил и ответную шестерню:
Исходя из последнего факта — я с очень высокой вероятностью никогда не поставлю данный дроссель на машину. Более того, зная как на муське заботятся о безопасности и кипишуют с малейших потенциальных проблем — я настоятельно не рекомендую применять описанную выше методику на практике. При этом вы, опять же, должны понимать, что совершенно любой б/у дроссельный узел (включая установленный на вашу машину с завода) может с равной вероятностью упасть в аварию в любой момент — в горах, на переезде, во время обгона и т.д. При этом никто не спешит менять его для профилактики.
Таким образом, данная статейка — не более чем один из вариантов полезного применения 3Д-принтера в быту (или в работе), и в данном случае такой вот ремонт (если вы на него таки решитесь) поможет сэкономить кучу денег. При этом, несомненно, Нужно подобрать материалы, а возможно и перерисовать модель, потому что я, как вы помните, не настоящий 3д-печатник ;) Кроме того, в моём распоряжении только эндер 3, и всего два вида пластика — PLA и ABS. PLA тут не подойдёт по температуре, ABS ИМХО не лучший выбор по износостойкости, но увы — «маемо шо маемо». Тем более что термокамеры для принтера у меня тоже нет, соответственно особо и нет вариантов у меня. Врочем, рекомендации по выбору пластика я с радостью почитаю в комментах.
Итак, для начала разберем дроссель. Для этого отверткой отжимаем защелки на крышке с разъемом. Их видно на фото. Далее предстоит снять сам моторчик — и это непростая задача, потому что его кожух достаточно толстый и заклёпан весьма основательно. Но это реально. Нужно отверткой поотгибать то что вдавлено внутрь, и потом парой отверток (или одной поочередно) стянуть кожух.
Также нужно выбить ось, на которой крутится наша шестерня с тремя выломанными зубами. Это тоже не всегда тривиальная задача, ибо выбивать нужно снаружи внутрь, и там приходится ставить выколотку под изрядным углом. Можно для начала немного выбить ось наружу, чтобы «расшатать», а потом уже выбивать внутрь.
Теоретически, моторчик можно не снимать. В этом случае, думаю, новую шестерню (её нижнюю, бОльшую часть) стоит сделать на полмиллиметра-миллиметр тоньше, дабы упростить сборку — выходит она довольно неприятно, подозреваю что если бы тут не были срезаны зубья — я б её не снял. И так-то пришлось слегка подпилить дремелем, чтобы вышла из-под большой шестерни, не так сильно цепляясь за выступ снизу.
Собственно, в процессе я не фоткал — потому что там и фоткать нечего, и неудобно это делать, потому что все руки заняты.
Когда всё разобрано — образмериваем шестеренку и рисуем модель. Например — в скетчапе
Кстати, можете в комментах присоветовать и толковый шестереночный плагин для него. Потому что то что у меня есть сейчас — мне не нравится.
Модель лежит тут
Дальше распечатка и сборка.
Я немножко доработал надфилем и скальпелем, и прошел отверстие разверткой.
Потом, несомненно, смазал китайской же силиконовой смазкой. Проверил на описанном ранее генераторе — ну ездиет тунда-сюнда, открывается и закрывается. ;)
Повторюсь, в данном конкретном случае такой ремонт — это скорее кошачьи забавы, а не полезная работа. Из полезного тут разве что модель шестерни, опыт, ну и скорее всего комменты ;). Работать нормально данный дроссельный узел скорее всего не будет, ставить его на машину можно только в каком-то экстремальном крайнем случае — как минимум потому что одного зуба на ответной шестерне нет, хотя он вроде как и не имеет в этом месте особого значения. Плюс я не особо уверен что применение АБС тут это хорошо, и данная шестерня обеспечит достаточную надежность этого довольно важного узла. Была бы моя машина — я б пожалуй попробовал, терять-то особо нечего, тьфу-тьфу-тьфу, а клиенту — ну не стОит. Как вариант — запасная или проверочная запчасть. Например, у меня есть катушка зажигания, заклеенная эпоксидкой. Ездить на ней не стОит, а вот подкинуть для проверки — почему б и нет?
Таким образом, я надеюсь на конструктивное обсуждение в комментах материалов и технологий для печати таких шестерен, а также, возможно, кто-то поделится своим опытом решения аналогичных проблем, в частности — ходит ли оно, или баловство всё это.
Самые обсуждаемые обзоры
| +20 |
4464
103
|
| +32 |
2737
49
|
Сворачивают из полосы трубку в конусной насадке с хотэндом для подогрева до 220С.
к тому же у меня сомнения в температурной стойкости бутылочного пластика — коробились у меня бутылки в горячей, НЕ кипящей воде, а под капотом сотня градусов вполне обычное явление.
А в кипятке оно коробится, т.к. при производстве их выдувают. Они просто возвращают первоначальную форму )
Мне как-то пришлось пользоваться обрезками бутылок в качестве стаканчиков для бритья, так за неделю они ужимались до такого размера, что станок в них переставал влезать.
«к тому же у меня сомнения в температурной стойкости бутылочного пластика — коробились у меня бутылки в горячей, НЕ кипящей воде»
Вот я и объяснил природу этого коробления — не из-за размягчения, а из-за термоусадки.
Я вот не очень уверен, но вроде читал что пластиковые бутылки = PETG
тот же принцип с пэт, только у него температура стеклования 70°С, ниже которой упругой деформации практически нет
в бутылочной стенке заморожены упругие деформации возникшие при формовании бутылки из болванки, а при печати такого не будет т.к. там вязкая деформация, он течёт в виде расплава
хм как муська пожала картинку) вот отсюда таблица
а хрупким да, чем дольше он расплавлен, тем он более хрупким становится, но это скорее всего преодолевают как-то, перерабатывают же его
Нет, как раз до расплава дело не доходит. Вот, что пишет производитель:
«При печати РЕТ пластиком поначалу изделия находятся в аморфном состоянии обладают высокой ударной вязкость, высоким удлинением при разрыве и выдерживают температуру в 70 °С. Такие изделия возможно кристаллизовать (закалить), после чего они могут выдерживать температуру 200°С ( чем выше степень кристаллизации, тем выше температура эксплуатации, но ниже ударная вязкость), при чем важно отметить чем выше температура при которой он кристаллизовался тем хрупче он будет и тверже, например, после печати и после закалки на 120°С и до 200 °С „хрупкость“ его будет очень сильно отличаться.
Во время печати РЕТ может кристаллизоваться, при коротких периметрах, поэтому на таких изделиях, что б избежать этого эффекта, рекомендуем ставить несколько изделий на платформу и с обдувом модели, а закалку произвести (при необходимости) после печати.»
а ударная вязкость шестерёнке насколько я знаю не важна, там модуль сдвига играет роль, зубы всегда в зацеплении, так что можно и «закалить» попробовать
PETG (называемый также сополиэфиром PET) — модифицированная версия PET. Модификация состоит в добавлении при полимеризации второго хвоста гликоля. Получается иррегулярная молекулярная структура, пластик чист и аморфен, температура стеклования — около 88 °C.
Основные преимущества PETG перед PET состоят в следующем:
— Он более долговечен. Если сильно нагреть обычный PET, он становится мутным и хрупким. Чего не происходит с PETG: добавочный гликоль препятствует кристаллизации и ломкости. Новый материал обладает также впечатляющими ударопрочными свойствами.
— В отличие от PET он непроницаем для ультрафиолета.
Каковы недостатки PETG?
Их немного. Во-первых, этот пластик более легко царапается, чем PET. Кроме того, под воздействием ультрафиолета его структура становится более слабой.
так что тут или АБС или нейлон. ИМХО конечно же
У меня такой же принтер, пластик копет и абс. Копет очень сговорчивый, вполне приятно им печатать, для домашних поделок самое оно, а вот абс мне обуздать пока не удалось, даже небольшие детали норовят выгнуться :(
2. Дроссель постоянно охлаждается забортным воздухом. Если только это не сумасшедший турбонаддув конечно…
за неимением гербовой пишу на оберточной.круглое или шестигранное сечение 1.65 под экструдер 1.85 в принципе нормально, но надо контролировать подачу.
для 3 мм то же самое, но контроля нужно меньше.
200 градусов, нагрев стола до 50 первых несколько слоев
ну и скорость впополам меньше.
чем покупать кило-полкило, вполне себе альтернатива на разовую печать
Ну или на крайняк вовсе отлить её из смолы, заполнив форму стекловолокном.
эконом вариант если на нейлон нормальную катушку жалко денех
на 3dtoday кучу постов про это. из нейлона думаю будет ходить долго такая штука.
(сам не пробовал нейлон ибо вонючий и ядовитый он, а вытяжки нету — принтер стоит в кладовке + дома дочь маленькая)
с толщиной да, но с такой разницей в цене можно и несколько раз попробовать
народ по крайней мере печатает на 3д тудэй во всю )
только надо подбирать температуры, на что печатать (адгезия к столу) и тд и тп. впрочем как и сбольшинством пластиков — с какимто больше гемороя с какимто меньше.
Еще такое заметил: когда печатаю ХИПСом на столе 100 градусов, его от стола не отрывает, но видно что углы усаживаются. А при температуре стола 90 — усадка значительно меньше проявляется. Иэ этого делаю вывод, что чем ниже температура стола, но при этом деталь не отрывается, тем лучше.
Вот видео про фб-2 и спирт
Единственное, о чем я пожалел, что поздно радбавил бф, надо было с самого начала им и заморочиться (да там и мороки то тольо бф купить и спирт).
Про пленку не знаю, я с раствором клея забыл о проблемах с адгезией, поэтому давно уже не изучаю информацию по этой тематике.
Что хочу сказать: когда нужно напечатать быстро, ставим ширину слоя в несколько раз больше толщины. Я печатал 0.2 толщина, 0.8 высота, вполне прилично получается гораздо быстрее. В основном сейчас 0.2/0.5 печатаю. Сопло поставил 1 мм, но печать на настройках 0.5/1.0 мне не понравилась, 0.4 что-то тоже не очень, если нужно побыстрее — ставлю толщину 0.3, высоту 0.5-0.8, если много времени — то 0.2/0.5.
Скорость печати — единственное что я поменял, поставил печать первого слоя 15 мм/с. А дальше стандартные 60 принт 120 тревэл. Увеличение скорости печати, на мой взгляд, незначительно сокращает время. Проще ширину слоя побольше задать, там эффект будет виден сразу.
Как и писал выше — у меня термобокс колхозный, стол заркало 4мм, на него нанес БФ2 с изопропиловым спиртом и уже даже не обновляю давно. Никакой шкуркой не прохожу по нему, может раз в неделю или две промазываю очень сильно разбавленным раствором бф2.
Поскольку пока что хипс стоит, то вот для него актуальные параметры: стол 90, хотэнд 235, обдув 30% со второго слоя, брим 8-12 мм (чем меньше площадь фигуры, тем больше брим), брим и снаружи и внутри, флоу 100%, ретракт 1 мм 40 мм/с. Толщина слоя сейчас 0.2, ширина 0.5. 3 солоя по бокам, сверху и снизу, внутри в зависимости от инфила.
Абс: стол 100 (не пробовал 90, надо попробовать), хотэнд 250, обдув 0%, брим 8-12 мм (чем меньше площадь фигуры, тем больше брим), брим и снаружи и внутри, флоу 100% (тут надо смотреть, если поставить ширину слоя побольше, 0.8мм, то возможно лучше флоу поставить 103-105%), ретракт 1 мм 40 мм/с. Толщина слоя сейчас 0.2, ширина 0.5. 3 солоя по бокам, сверху и снизу, внутри в зависимости от инфила.
Пла давно не печатал, там не использовал еще бф2, а просто клей-карандаши. Настройки были стол 65, хотэнд 210, слой 0.3 толщина и 0.3 ширина, обдув 100%.
Сбс иногда переставал печататься, просто переставал нормально протягиваться экструдером. У меня дельного ничего не получилось с ним, знаю тольо что можно им печатать на голое стекло без клея. Потом может попробую еще, целая катушка валяется.
Вот для 0.2/0.5 настройки. Если ширину слоя ставить больше, то имеет смысл первые слои печатать с шириной 0.5, а дальше какая нужна для скорости.
Капролон это наполненный капрон.
разве что каким-то водорастворимым, чтобы по нему получить силиконовую форму, и в неё ужелить то что нужно. но ради одной детали это нонсенс ИМХО, плюс при литье свои заморочки и нюансы, я так думаю что и вакуумировать это дело придётся (но это не точно)…
Хотя заморочек там много, конечно.
Ради одной детали такой процесс осваивать слишком хлопотно, разве что делать из этого бизнес.
«Попробуй сперва заливать пластиковую модель силиконом, так получишь мягкую форму, из которой можно легко вынуть модель. А уже в силиконовую форму заливать воск, а восковую модель соответственно заливай гипсом, из которого она легко выплавится на водяной бане.»
достаточно сказать что зубья шестерён не трутся друг о друга. а перекатываются друг по другу.
это основная суть и идея зубчатой передачи.
в ней на зубах отсутствует трение скольжения.
только трение качения.
если сейчас понятно о чём разговор — то зубья не должны стираться, их не трёт зуб о зуб.
это ошибка «аниматоров» и тех кто не понимает как работают зубчатые передачи.
как только перестаёт соблюдаться профиль и средний диаметр начинается просто пиление зубов друг о друга.
их не сломает скорее всего и клинить даже не будет, их просто перемелет со временем.
причём в живых останется более прочная шестерня, но и до рабочего состояния не вытрет. только до поломки.
Так что принтер пока ещё не в состоянии напечатать нормальные шестерни.
эх накрутим сейчас каналу просмотров)
как-то так.
А теоретизировать можно долго.
Думаю, что стоит и вашему знакомому попробовать выточить шестеренку.
насчет изготовления на производстве — ну в данном случае я думаю это уже не особо актуально. ну и, насколько я понимаю, он искал и не нашел. но возможно плохо искал. в любом случае, печать на принтере я позиционировал как интересный эксперимент, который в данном случае может быть полезен только в самом крайнем случае, потому что как минимум вторая шестерня тоже без зуба, а она похоже не снимается с оси заслонки.
Провести эксперимент это хорошо, но стоит изготовить её из более надёжных материалов.
Кстати, есть ещё один способ восстановления зубьев)
а насчет такого ремонта — ну так в таких механизмах с печатью на принтере вообще не должно быть проблем. с заслонкой-то главная проблема — температура.
Выбор то не велик на самом деле.
Кто не готов рисковать и ковыряться — покупает новое.
Кто готов рисковать, но не ковыряться — покупает б/у и меняет в сервисе.
А для самых отчаянных и рукастых появился еще один вариант — напечатать, положить пару штук про запас и ездить дальше. И это замечательно.
на самом деле, самое плохое здесь что с высокой вероятностью оно работать-то на машине никогда не будет, потому что я вроде как ту б/у заслонку подмарафетил, и она мозг выносить перестала, тьфу-тьфу-тьфу. то есть у меня не будет обратной связи по надёжности шестеренки. в идеале тут потренироваться на своей машине, а потом уже клиентам продавать ;) думаю, при стоимости б/у дросселя в 150 баксов, шестеренки ходящие по пару лет — будут за полтос улетать как здасьте.
p/s/ у меня тоже ender3 и тоже иногда нужны шестерни, но очень мало. Леску пока не нашел подходящую.
ну и опять же: то что дроссель упадет в аварию — это прекрасно, но при обгоне или на переезде это чертовски неприятно как минимум.
а ещё хотите продавать.
вы же понимаете что с вами будет если у кого-то такое случится на переезде или обгоне?
конечно на Пежо ездят не те же люди что и на БМВ, но…
в любом случае то же самое может случиться и с любым б/у дросселем с примерно равной вероятностью. что наглядно видно на примере данного пежо — замененный дроссель проработал хорошо если пару месяцев и начал выпендриваться.
Я проводил опрос народа, бывая в командировках, выборочно так, для себя, проверить, это я один так думаю или это правда. А может это лично мне попадались такие экземпляры.Но оказалось, что нет — все были единодушны.
Итак — Ростов, Питер, Ставрополь, Пятигорск, Армавир, Песчанокопск.
Вопрос: кто ездит на БМВ?
Ответ: отморозки.
Я живу в Москве. Знаю лично двоих абсолютно нормальных владельцев БМВ. Остальных граждан, передвигающихся на бэхах видел и вижу множество, но по их поведению на дороге практически сразу ясно — это неадекватные или отмороженные на всю голову.
Вот такая печальная статистика.
и вы их никогда нормальными на принтере не сделаете, как и то что причина скорее не в них.
так что 50 это слишком оптимистично.
перекупы может и купят пару раз, но массово — нет.
я за пару минут нашёл причину и решение.
лет 15 назад такое бы может и прокатило.
сегодня точно нет.
а насчет «50 это слишком оптимистично» — человек узнавал про новый дроссель — ему зарядили кажется 600 баксов. б/у в МИНСКЕ стоит 150 — проработал пару месяцев. ремонт или шестеренка за полтос — это прям сильно дешевле. на порядок от нового дросселя я б сказал. да, несомненно, нужно подбирать материалы и т.д.
кстати, посмотрел на ибее. что-то типа 30 баксов шестеренка и 40 доставка. или это в евро было?
а дайте номер запчасти поищем вместе.
и да, б/у 150-200 новый 250-300. это же логично.
материал шестерен PPA+PTFE GF30
ссылкана форум может не понравилась?
вот, дальше пойдёт разговор о том что там ещё и Датчик Положения Дроссельной Заслонки, у которого тоже есть ресурс.
и о том что поломка зубьев это следствие а не причина.
P.S. Считаю это важным моментом, хотя тут всем всё до одного места.
стиралось — причину нужно искать.
как я вижу причину — некорректная работа привода ХХ либо некорректные показатели ДПДЗ которые привели к повышенному «дёрганию» привода ДЗ.
либо пробег под миллион.
либо попало что-то, но случай не один?
а может там от старости пластик «пересох» и пошёл усиленный износ.
да и у вас другой автомобиль и немного другая конструкция.
и я не видел такой проблемы именно распространённой по Jeep-у
хотя мне и не особо это интересно было.
например, по данной заслонке: чтобы обвинить датчик положения — надо бы его проверить, а не исходить из того что «там больше нет ничего». и проверяется он просто — это тупой потенциометр. и он как правило не может то работать то нет — если он изношен, то там ВСЕГДА будет провал в характеристике.
а вот неисправность механики, например, подклинивание оси заслонки (причину я называть не буду, потому что не уверен на 100%, да и не хочу особо своими предположениями делиться направо и налево) — гораздо более вероятна. то есть да, в итоге мы скорее всего имеем тот факт что положение заслонки и сигнал с потенциометра несколько расходятся и вводят ЭБУ в заблуждение, и он продолжает например давить приоткрытую, но подклинившую заслонку, потому что ну фигли — потенц то говорит что еще есть куда.
замена узла в сборе несомненно вылечит проблему. но это НИЧЕГО не говорит о причинах.
а тут ещё куча датчиков задействована.
а ещё могла калибровка уплыть и/или есть подсос воздуха, и дроссельная заслонка пытается закрыться, а ей некуда закрываться. вот и поломка…
итог один — нужно искать причину.
ИМХО.
комп говорит заслонке закрыться, заслонка закрывается, но комп видит высокие обороты и говорит закрыться ещё.
а больше некуда.
в этот момент достаточно глюка или вытертых дорожек потенциометра датчика положения ДЗ и всё — мы пытаемся закрыть уже закрытое.
причём обратите внимание что заслонка закрывается мотором. не пружиной.
У меня на днях появился симптом — коробка автомат гидротрансформаторный, буксует при резком старте на 1 передаче, СТАЛ тест проходит на ура…
знаете какой первый диагноз был? проверить забит ли воздушный фильтр.
завтра поеду проверять что там.
Если бы диагностика неисправноестей была простой, мы бы ездили на исправных машинах и не колхозили.
и я же не говорил что это единственно правильное решение?
я просто ЗНАЮ что датчики которые потенциометры особенно в таких узлах, где в роли клапана ХХ выступает заслонка, да и на обычных машинах в самом начала затираются сильнее. тут хоть конструкция неразборная. сбить трудно.
причину найти — посадка под ось разбита? грязь?
не, тут одна правда — надо было брать машину после первых симптомов и смотреть.
а ещё и симптомы слушать. тут Доктор Хаус отдыхает.
а насчет после первых симптомов — дык ясен красен! проблема в том, что ко мне машины приходят обычно не то что не после первых симптомов, а после десятка специалистов.
сегодня поменял свечи.
знаете что вылечил?
приговорённую БУКСУЮЩУЮ коробку.
смешно?
мне да.
P.S. Комп к своей машине подключить не могу. только «диллерский», а он слишком далеко.
Если речь о кустарном изготовлении для себя или приятеля — то и попрекнуть совершенно нечем, исключительно хвалить да хвалить!)
Другое дело если какие-то реальные деньги за изготовление этих шестерён со случайных клиентов брать — только тогда можно начинать ломать голову о достаточной долговечности выполненной работы.
В моём газовом моноинжекторе голландского производства третьего поколения с регулярностью раз в год-полтора-два года рвётся резиновая манжета. Накупил копеечных заготовок от вторичной камеры карбюратора Жигуля-пятёрки и за 20 мин. меняю чуть ли не прямо на дороге, вырезая обычными ножницами и закручивая в якорь соленоида.
Оригинальный ремкомплект в природе по причине крайней редкости и кратковременности производства этой модели ГБО при всём желании просто невозможно найти.
что там после прорыва этой резинки происходит?
газ валит в моторный отсек или во впуск?
Я же отродясь не любитель «менять машину, если пепельница забилась», посему и решил проблему кустарным способом.
С разрывом герметизирующей мембраны импульсного электромагнитного клапана (моноинжектора) ничего трагического не происходит.
Сначала начинает гулять хх (ощущается это как резкое падение оборотов ниже 500rpm при скидывании газа вплоть до полной остановки двигателя в зависимости от степени негерметичности резинки и переобогащения от этого смеси во впуске) и довольно ощутимо возрастает расход (плюс определённый тупняк при разгонах).
Но доехать даже пару сотен км до гаража и замены с таким дефектом вполне себе можно.
пока я вижу старательное оправдание собственной лени.
Мало того тут даже не упёртость — вы даже не рассматриваете переход на бензин)
Перевод моего авто с ГБО 3-го поколения (и совершенно непонятно зачем, потому как вполне устраивающего по экономичности и долговечности) на четвёртое — это неоправданные расходы в сумме до пяти сотен долларов. При чём здесь лень?
На бензине я завожусь и мотор прогреваю, причём делается это целиком в автоматическом режиме, по температуре LPG на выходе редуктора.
Поэтому и в не самой дальней дороге того бензина в баке редко бывает больше литров пяти.
А перед самой дальней, в отпуск, обычно меняю резинку загодя, профилактики ради, поэтому и проблем с ней в процессе не возникает.
я где-то говорил о переводе на 4 поколение?
покажете?
или вы вообще думать не способны?
ещё раз, меееедленно…
у вас есть проблемный узел, запчасти на который не выпускают.
узел, деталь, часть системы…
меняется исключительно этот узел.
повторить?
повторяю — меняется только один компонент системы. на который вы постоянно что-то там колхозите.
меняете и забываете про эту деталь, делаете ей только плановое ТО.
если ваше газовое оборудование отключает бензонасос, то оно должно как минимум уметь быстро его включить, и перевести мотор на бензин.
но почему-то я уверен что такого не умеет.
Если насос не отключается то в баке должно быть литров 10-15 бензина. в любом случае должен быть запас, ок, пусть будет 5 литров.
не видел в стране мест где нужно было бы ехать 200-300 км и небыло бы ни одной заправки.
выводы по вам уже сделаны, а «милейший» добавило точку в этих выводах.
Однако не поленился, полез в закрома и сфоткал идентичный стоящему в моём авто разобранный моноинжектор, приобретённый на одной из польских авторазборок и который предлагаю Вам поискать в нете новый с целью реализации талдыченного многократно «совета» замены «целого узла» с упоминанием некоей «лени»! :)
А на этом фото внизу резиновая манжета якоря соленоида, которую вырезаю вручную:
А вот эта фраза как раз и выдаёт чистейшего дилетанта-незнайку в теме, и не подозревающего что отключение одновременной подачи бензина после переключения на газ осуществляется простым отключением массы всех четырёх бензиновых форсунок, а бензонасос в этом процессе вообще никакого участия не принимает!))
в чём вопрос то? в жадности?
нет не в жадности? тогда всё устаривает? если устраивает зачем вы тогда тут пишите? хотите похвастаться как налюбили систему наколхозив из резинок прокладку?
в чём вообще вопрос?
что до вас не доходит? или как иначе объяснить? это запчасть — не можешь найти комплект прокладок или подобрать аналоги — меняй.
2. Такие умники как вы, чтобы бензонасос зазря не маслал его отключают.
причём тут форсунки?
вы вообще читать умеете?
ух ты, попытки даже были… а дальше пойти, заехать к специалистам и спросить на что можно поменять эту фигню, которая любит мозг уже давно судя по всему?
я даже не хочу разбираться в том как работает конкретно этот кусок лайна, хотя там всё предельно понятно и просто.
а вы если настолько башковитый, сегодня комплект из 4-х форсунок и компа стоит не сильно дороже этого инжектора, тем более что если пристальнее на него посмотреть то это просто одна форсунка которая впрыскивает порционно газ, и должен быть ещё делитель который газ по шлангам во впускные коллектора подаёт.
и вот почему-то мне кажется что кто-то поставил эту штуку с одним шлангом во впуск…
если так — то любая форсунка из современных туда встанет.
и да, я дилетант, я не собираюсь бороться с ветрянными мельницами — я пойду к спецам.
мне достаточно знать о газе того что знаю я.
мало того я вообще ничего не знаю, это не моя территория, я пока могу себе позволить не ставить газ на свои машины.
если это сильно плохой комплект а у вас отличный редуктор, то останется купить меньше деталей… может чуть подороже, но…
не мне решать.
мне главное чтобы такие как вы не вылазили на обгон. а если вылезли то чтобы ничего в этот момент у вас не отлюбилось.
Поймите же, наконец, что в мире далеко не все незнайством и дилетантизмом похожи на Вас и достаточное множество людей вполне способны решать большинство возникающих у них проблем не прибегая к так востребованной Вами «помощи специалистов»! ;)
Вопрос, в чём смысл дополнительного принудительного выключения его в движении на газе?
у него оказывается уникальный автомобиль, у которого бензонасос по давлению включается.
такие жадные как вы, когда им рассказывают про то что бензина в баке должно быть много, ибо бензонасос при работе охлаждается бензином, имеют собственное мнение и отключают бензонасос. ещё они не включают свет — лампочки экономят, и ещё кучу вещей делают. прокладки они точно колхозят и постепенно любую иномарку превращают в жигуль.
P.S. vigera, слишком интеллектуальная система с отключающимся бензонасосом может быть только в карбюраторной машине.
во всех других, нет я не спорю. МОЖЕТ быть есть такие где есть топливные аккумуляторы, но вы даже не понимаете как бензиновый мотор работает.
ни в одной современной, этого века, машине что я знаю, нет таких алгоритмов работы бензонасоса.
о чём вообще разговор то?
и ещё, судя по тому что вы даже о таком не знаете, лучше сидите молча. или идите на профильный форум хвастаться своими нерабочими раритетами.
Первая ссылка выданная поисковиком, первый же камент точно описывает вас как класс.
www.drive2.ru/c/480096805539807821/
кстати, насколько я понимаю в работе автоматики своей ГБО вы тоже поучаствали — принудительно запретили переходить на бензин, и на высоких оборотах так же на газу?
хотя смысл был спрашивать то? ответ же очевиден.
Чтобы не маслал почём зря при работе на газе, а в в любой момент обратное переключение на бензин тумблером на панели произошло незаметно.
А также выхватили что-то в нете про довпрыск бензина при работе на газу для продления жизни клапанов и седел и думаете, что так оно всегда и везде было, не допуская мысли что появилось это только недавно и далеко не во всех инсталляциях ГБО! Также, как и автоматическое переключение на бензин при превышении определённых оборотов.
В моей ничего этого отродясь не было. И таки да, нередко на трассе на газу обгоняю с кикдауном, обороты доходят до 7000 и ни малейших проблем с подачей топлива из редуктора при этом не бывает.
автомобиль из прошлого века, штатно, с завода с газом который крутит до 7000.
Тут мои полномочия всё.
удачи.
Также искренне желаю Вам отучиться додумывать себе глупости вроде процитированной, а также саморазвития ради погуглить в нете до скольки оборотов штатно крутятся моторы Хонд даже на десяток лет старше моей ;)
в принципе, поддержание давления в магистрали нужно для быстрого и уверенного перехода с газа на бензин. ну и в принципе можно и правда подкачивать раз в пару минут.
Ну а по поводу воя в комментах — запасаемся попкорном и ждём посты про ксенон.
Как реализована остановка мотора в крайних положениях? Похоже какие-то концевики, потому что токовые сработали бы. Либо концевик не срабатывает, либо заслонка грязная и не закрывается до конца.
Или вообще тупо потенциометр?
Может стоит изучить причину этой поломки и удастся найти профилактическое решение?
Если деффект известный и массовый — то тут, скорее, к запроектированным запасу прочности и качеству пластмассы в заводском оригинале вопросы, потому как в стеклоподъёмниках и замках по три десятка лет пластиковые шестерёнки ходят и ничего им не делается.
А вообще, для себя я бы не удовлетворился литьём на 3D принтере, а обратился к токарю с фрезеровщиком чтобы изготовили новую из чего-то запасённо-советского вроде Капролона-Б.
с высокой долей вероятности это внесенная неисправность, когда моторчику «помогли» закрыть заслонку, или что-то попало под зубья и закрыла заслонку пружина, а не моторчик.
если честно — я не встречал еще по-моему таких вот битых шестеренок в дросселях. изношенные — встречал. таких — не припоминаю. так что это не типичная проблема.
типично такой проблемы нет, как и концевиков: моторчик, два потенциометра (дублирование) и ограничение по току. ну разве что возвратной пружиной так ввалило, она там могучая.
подклинивать из-за грязи может, и это регулярно случается. но чтоб до выламывания зубов — не, не видел.
Кроме того, метод отливки не самый лучший способ для изготовления шестеренок, слишком грубо.
Как альтернатива нейлону можно еще глянуть на PBT. Рабочая температура до 120. Еще на полиамид хорошие отзывы, но он дорогой.
ну то есть 100 градусов под капотом — это рабочая температура. а рассчитывать нужно на бОльшую.
в итоге сделали из алюминия на чпу — уже несколько десятков машин ездят
сейчас на Авито полно таких предложений по разным машинам
мой дроссель 220к прошёл, я его вскрыл поменять на алюминий
а оно внутри чисто, как с завода — и собрал обратно
в итоге пришла в голову мысль что износ шестерней из-за разгерметизации дросселя и попадания туда масла и грязи
дросселя вообще ходят сотни тысяч без проблем, так что такой ремонт он не особо актуален… а для всяких ЕГР — по температуре сразу не прокатывает.
Ну а пластиковая печать это уже когда ничего лучше нет, а ехать надо и срочно :)
КТР у пластика в районе 90, у в95 в районе 22, можно взять сплав ак4-1 из которого делают поршни двигателей, там с ктр вообще полный порядок ;)
И как нет температур? Там очень и очень приличные температуры. А если еще и тепловая декоративная крышка…
Хм… а у какого конкретно? Просто тогда получается не очень хорошо.
tehtab.ru/Guide/GuidePhysics/GuidePhysicsHeatAndTemperature/HeatexpansionCoefficient/HECforPlastics/
заклинить в открытом положении он даже если и сможет то на коробке всегда есть нейтральная передача, да и двигатель можно заглушить, и если он не убитый дизельный то вообще ничего не произойдёт.
ну а тем кто гоняет на серпантинах вниз…
Дайте ссылку пожалуйста на смазку.
Осталось фото старых шестерен и рядом «примерочные прототипы»…
Я для себя недавно открыл U3 NYLON SUPER CARBON M7 и U3 NYLON SUPER CARBON 2. Да, не дешевый пластик совсем, оно того стоит, печатать им одно удовольствие (скажу больше — я от него просто тащусь :-) ). На сайте производителя есть табличка сравнения этих пластиков их характеристики.
можете производителя потеснить, если ваша дешевле.
www.thingiverse.com/thing:1336
Недавно попросили восстановить редуктор дворников и там помимо обычной прямозубой были пара вот таких…
Всё получилось, отдал не ходовые испытания…
Я бы, пожалуй, напечатал бы шестеренку из двух, чтобы в большую вкладывалась бы малая.
особенно в обозреваемом случае, когда единственный вариант — это свернуть проворотом на оси, и тут опять же — монопенисуально одним куском оно будет сделано, или из двух.
был удалён пост в котором было написано вообще всё об этой поломке, с цитатами и ссылками на источник и на проблему.
повторять теперь просто лень.
поэтому на наших дорогах будут ездить потенциально опасные автомобили.
надеюсь теперь несколько смертей прилипнет к карме удаляльщика моих сообщений.
параметры примерные: высота 4см, толщина — примерно 1,2-1,5мм (хотя думаю в «больных» местах увеличить до 2мм)
требования — механическая прочность, но вместе с тем — определённая гибкость, но и жесткость тоже, а также стойкость к воде/влаге.
из какого пластика присоветуете печатать? многие рекомендуют ABS, другие из SPS, третьи из PET-G
может кто-то еще что-то посоветует.?
андиБиг просьба не отвечать! — у меня на него антипатия и стойкая идиосинкразия.
с точки зрения устойчивости к природным условиям — ИМХО что пла что абс в «обычных» условиях годами работают. а по прочности — нужно прикидывать где это стоит и как работает