Серводвигатель с контроллером PFDE 1 кВт AC220V

- Цена: 8900
- Перейти в магазин
Для моего хобби понадобилась мешалка (мешалка для пароводяного котла (ПВК)). В основном для этих целей используют асинхронные двигатели 250-370 Вт с червячным понижающим редуктором. Для расширения диапазона регулирования оборотов используют частотный преобразователь. Комплекс получается тяжелым, громоздким и не дешевым. Конструкции рассчитывают двух типов: низко оборотистые, с высоким крутящим моментом и высоко оборотистые, пропеллерного типа с более низкими требованиями к моменту.
До недавнего момента серводвигатели использовались только в промышленных, точных станках и использовать такое оборудование в бытовых целях считалось не очень бюджетным. Но ситуация меняется, китайские товарищи предлагают доступные комплекты

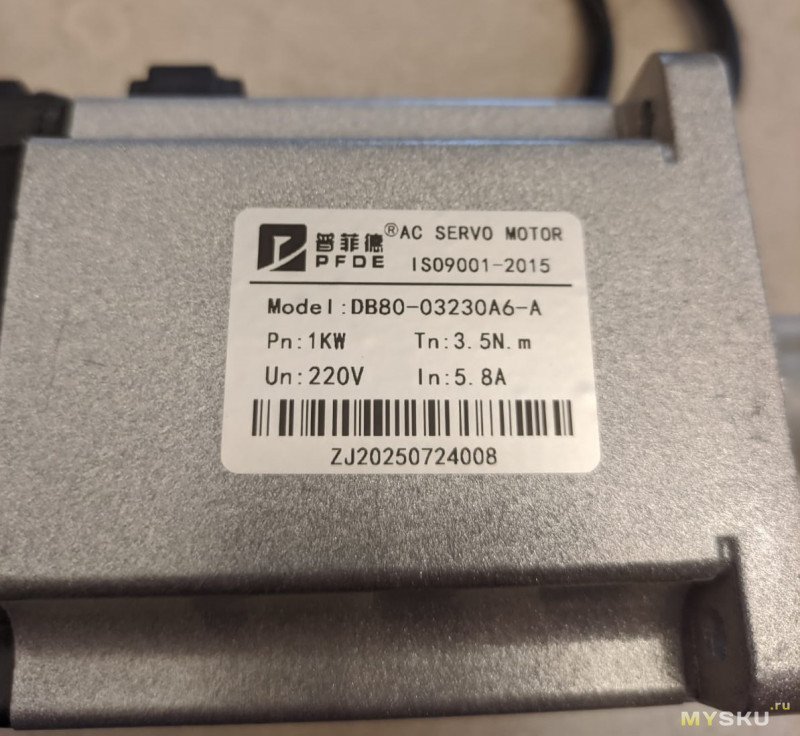
 с отличными характеристиками:
с отличными характеристиками:
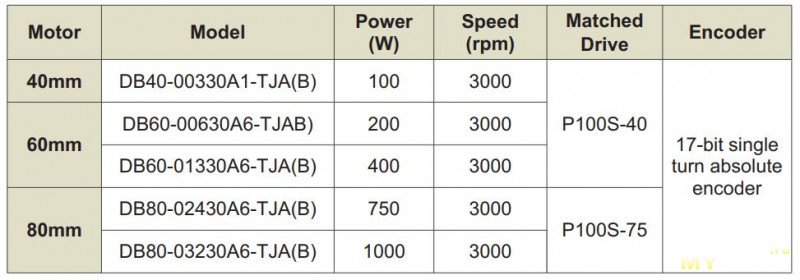
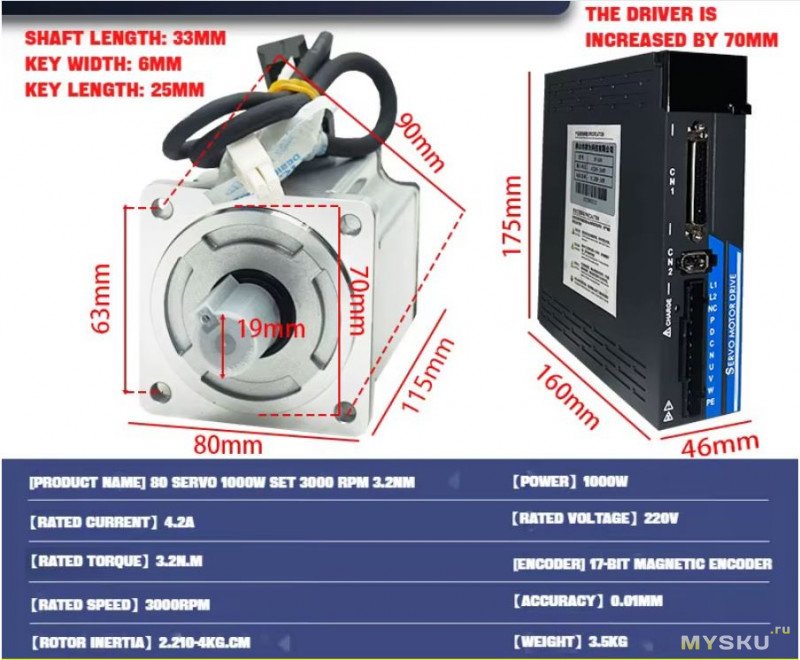 ссылка на Datasheet
ссылка на Datasheet
Схемы подключения не вызывают вопросов, разъемы и концы соединительных кабелей подписаны и фишки подключаются однозначно — ошибиться невозможно.
Параметры двигателя уже правильно зашиты в контроллер.
Продавец очень общительный. Помог разобраться с первыми настройками.
Для быстрого запуска в режиме «JOG run», установите в группе «PA-»:
21 JOG running speed > Set the speed at which the JOG operation will run Например, «100»
4 Control method selection > speed control mode; «1»
22 Speed command source > JOG speed command, when inching (JOG) operation «3»
53 Servo forced enable > Software force enablement «1»
Перезапустите контроллер. Перейдите в группу «Jr-», нажмите кнопку «вверх» для вращения вперед, кнопку «вниз» для вращения назад.
Если изменить в группе «PA-»:
22 Speed command source > Keyboard speed command, when performing keyboard speed regulation (Sr) operation «4»
то, при переходе в группу «Sr-» (предварительно перезапустив контроллер), нажимая кнопки «вверх» или «вниз» можно оперативно менять скорость вращения двигателя.
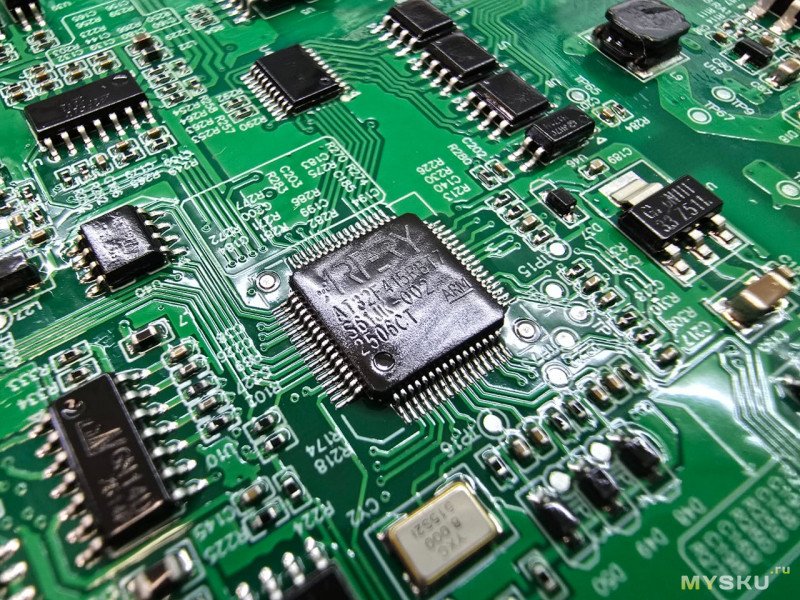
Несколько фотографий внутренностей. Распайка платы качественная, слой лака нанесен. Название чипов не потертые. Плата изготовлена в 2025 году. Микропроцессор ARTERY AT32F415. Радиатор «лился в песок» — но это нормально.


 продолжение следует…
продолжение следует…
До недавнего момента серводвигатели использовались только в промышленных, точных станках и использовать такое оборудование в бытовых целях считалось не очень бюджетным. Но ситуация меняется, китайские товарищи предлагают доступные комплекты
с отличными характеристиками:ссылка на DatasheetСхемы подключения не вызывают вопросов, разъемы и концы соединительных кабелей подписаны и фишки подключаются однозначно — ошибиться невозможно.
Параметры двигателя уже правильно зашиты в контроллер.
Продавец очень общительный. Помог разобраться с первыми настройками.
Для быстрого запуска в режиме «JOG run», установите в группе «PA-»:
21 JOG running speed > Set the speed at which the JOG operation will run Например, «100»
4 Control method selection > speed control mode; «1»
22 Speed command source > JOG speed command, when inching (JOG) operation «3»
53 Servo forced enable > Software force enablement «1»
Перезапустите контроллер. Перейдите в группу «Jr-», нажмите кнопку «вверх» для вращения вперед, кнопку «вниз» для вращения назад.
Если изменить в группе «PA-»:
22 Speed command source > Keyboard speed command, when performing keyboard speed regulation (Sr) operation «4»
то, при переходе в группу «Sr-» (предварительно перезапустив контроллер), нажимая кнопки «вверх» или «вниз» можно оперативно менять скорость вращения двигателя.
Несколько фотографий внутренностей. Распайка платы качественная, слой лака нанесен. Название чипов не потертые. Плата изготовлена в 2025 году. Микропроцессор ARTERY AT32F415. Радиатор «лился в песок» — но это нормально.
продолжение следует…
Самые обсуждаемые обзоры
| +187 |
3677
76
|
| +54 |
2487
57
|
| +39 |
2298
47
|
Этож готовая основа для шпинделя токарного станка с ЧПУ.
В конце 80х на заводе ЗИП, у меня в Краснодаре, делали часовые отвёрточки с цанговым зажимом и сменными наконечниками, очень востребованные. На токарнике с ЧПУ (1 кВт и 1500 об/мин, резцы из быстрореза) из нержавейки и латуни. Только у цанги разрез делали на другом станочке.
Если у вас детали 100мм и 1мм это совершенно не одно и тоже…
Сейчас все точат твердосплавом… Он сотни метров скорость выдерживает.
Ну я не против твердосплавов. Только для бронзы, латуни и силумина достаточно и быстрореза. А вот нержавейка и титан — там да…
Не знаю никого, кто работал бы по металлам быстрорезом. Некоторые все еще точат твердосплав под какие-то свои применения, но большинство даже этим не занимаются.
Особенно на чпу.
Я не знаю режимов обработки доя 1мм детали, которые не потянул бы киловатный серво. Обычно они х3 от номинала могут развивать «временно».
Когда в юности работал на токарном станке, использовал как быстросъёмные, так и наплавленные пластины. Соответственно наплавленные перетачивал, как мне нужно. У съёмных(шестигранники и ромб) фаска (стружколом) образует тупой угол. Для стали и чугуна норм, а для цветных не очень. Так что для разных материалов — разные резцы.
«Мир изменился»…
Для 1 мм детали впрочем и ста ватт много, если мы её пытаемся обрабатывать таки резанием, а не давлением и плавлением.
ПС: ременную передачу не помешает даже больше чтоб на малых оборотах работать
Вангую, что привиделся портальный станок, который узоры на дереве и акриле выделывает с помощью фрез.
Мы на подачи покупаем движки на 40 ньютонов, а тут на шпиндель 3,5.
40Н — это уже под 10кВт двигло, при таких оборотах )))
Но это в идеале )))
У вас же ЧПУ. Для нарезки резьбы нужны не «стабильные обороты», а связь подач с шпинделем. Через энкодер, а не просто датчик оборотов. Ибо для стабильности через тупой запас момента нужен этого момента запас, хорошо бы на порядок. То есть асинхронник на три-пять киловатт с редуктором, или серва на все десять.
Ну про резбу — чушь, даже коментить лень. У комплекта из обзора точность углового позиционирования достаточна для прецезионных работ, а не то что резьбу резать (в комплекте с приводом подач аналогичной точности)
Покажите же шпиндель на двух упорных(!) подшипниках. Вообще упорные подшипники у шпинделей бывают, но сугубо в дополнение к радиальным. Или к втулкам, хе.
Там в первую очередь размер обработки — с хорошую бочку. На небольших станках делают небольшие детали, а для них обороты
совершенно необходимывесьма желательны. И чтобы дать нормальную скорость резания, и чтобы просто не уставать ждать каждого прохода, особенно с небольшой чистовой подачей.Достаточна, но не необходима. Для нарезания резьбы не надо точно управлять позиционированием шпинделя, и не надо поддерживать строго постоянные обороты. Достаточно знать эту позицию и двигать подачи соответственно. Из доступных программ Мах это не умеет, ибо рассчитан на фрезерные станки, а вот Линукс умеет. С электронной гитарой Олега А. же можно крутить патрон хоть рукой, она всё равно отследит позицию и нарежет точную резьбу. Потому даже больших ЧПУ сервы на привод шпинделя не ставят, обходятся обычным асинхронником. И нередко мотор на шпинделе меньше мощностью, чем сервы подач.
Остальной поток сознания коментить не буду. Лень.
Остальной ликбез вам бы стоило не комментировать, а конспектировать.
Вот вам ликбез:https://stanki-katalog.ru/info/spr_16k20_babka_b.jpg
stanki-katalog.ru/info4/spr_16k20_kin3_b.jpg
цитата: В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Правда с модбасом как то всё мутно.
Там 100% неодим, с ограничением 75С верхней планки температуры.
А это означает весьма скудные возможности максимальной долговременной мощности.
Думаю там 150ват долговременной мощности, и 1кват импульсной (1-15сек).
Я думаю это для средних и максимальных оборотов. А на малых — моща будет снижаться.
А так да, чудес не бывает — что не уйдёт в механическую энергию, уйдёт в тепловую…
Поэтому я серв (даже мощных) в промке без редукторов не видел.
более бюджетный